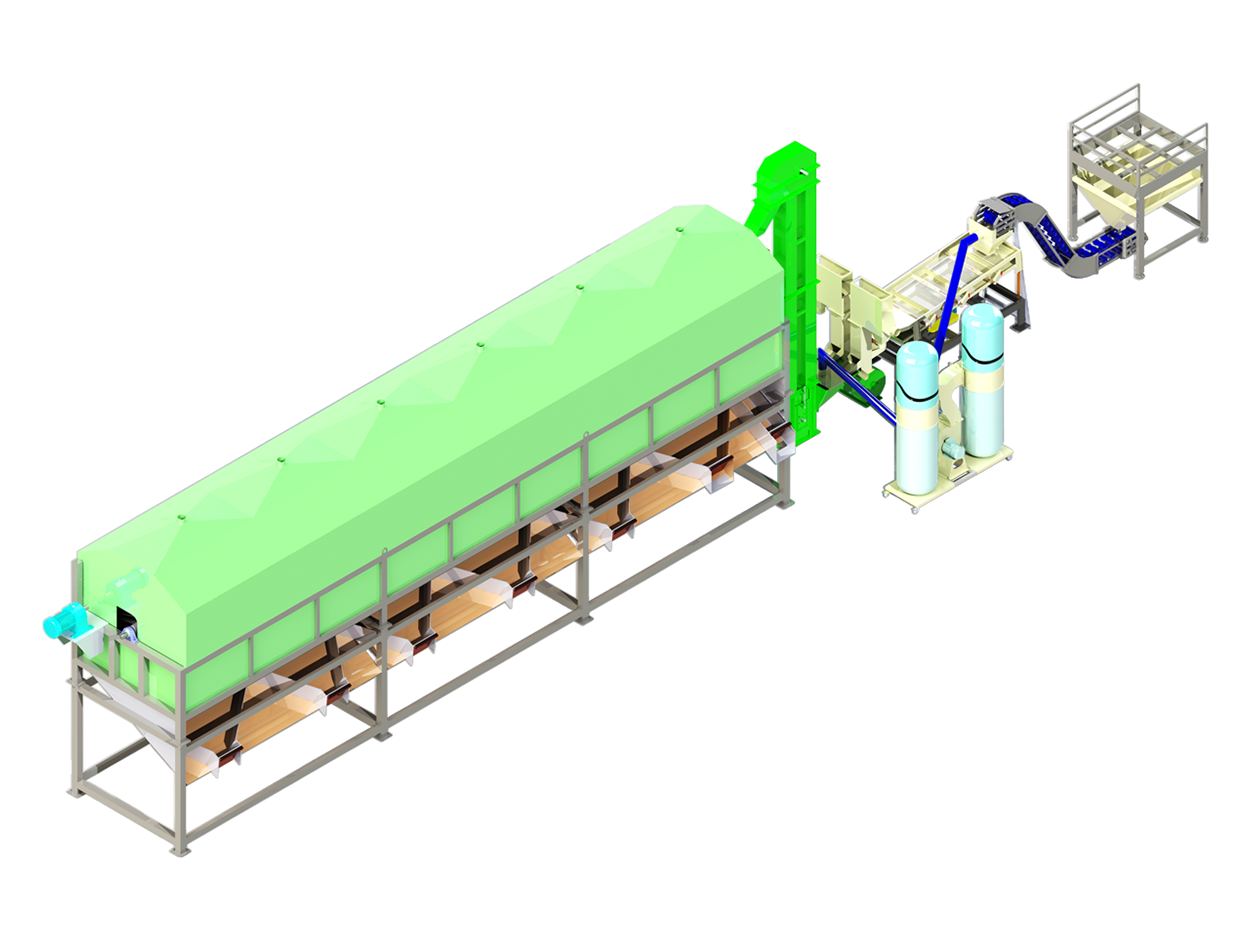
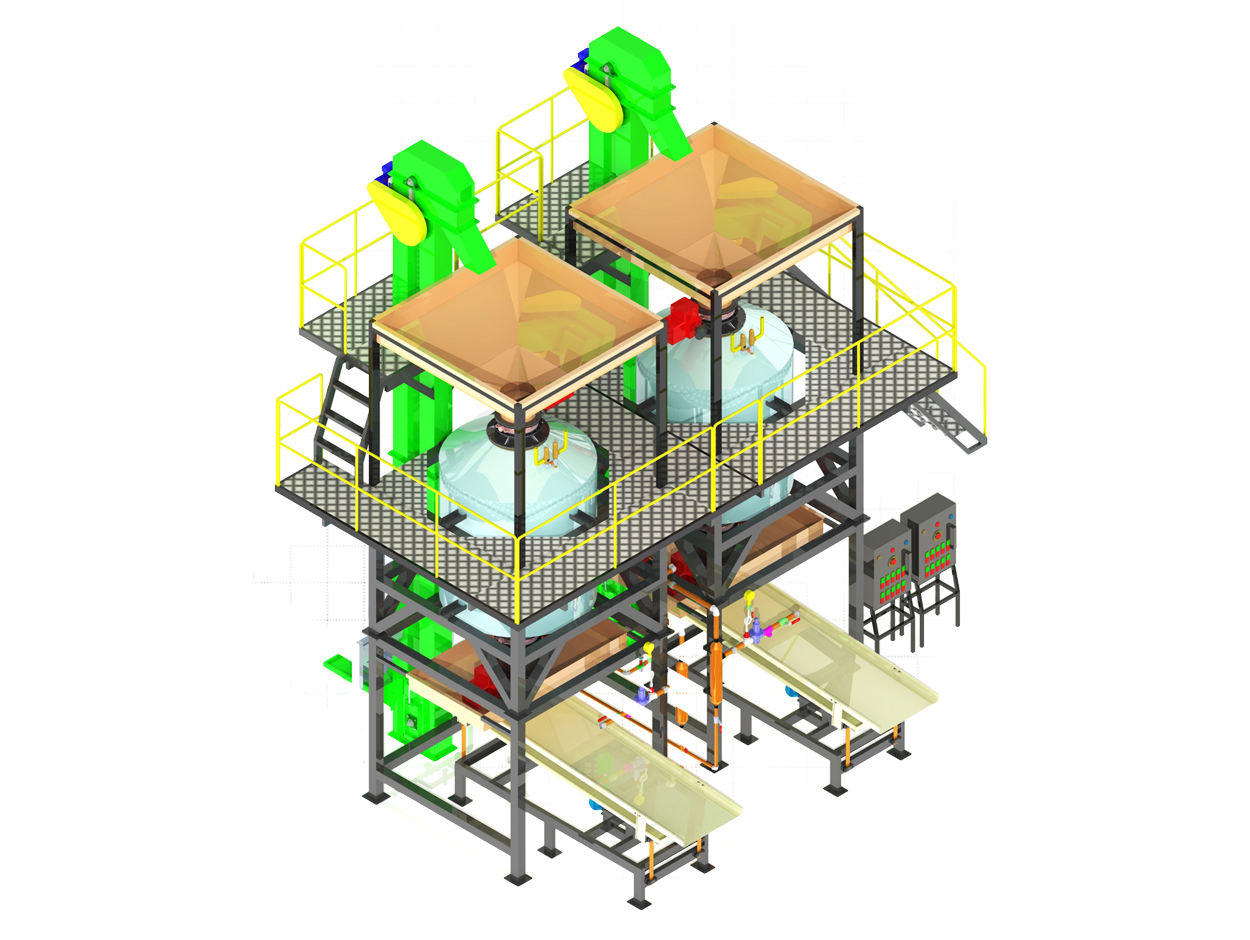
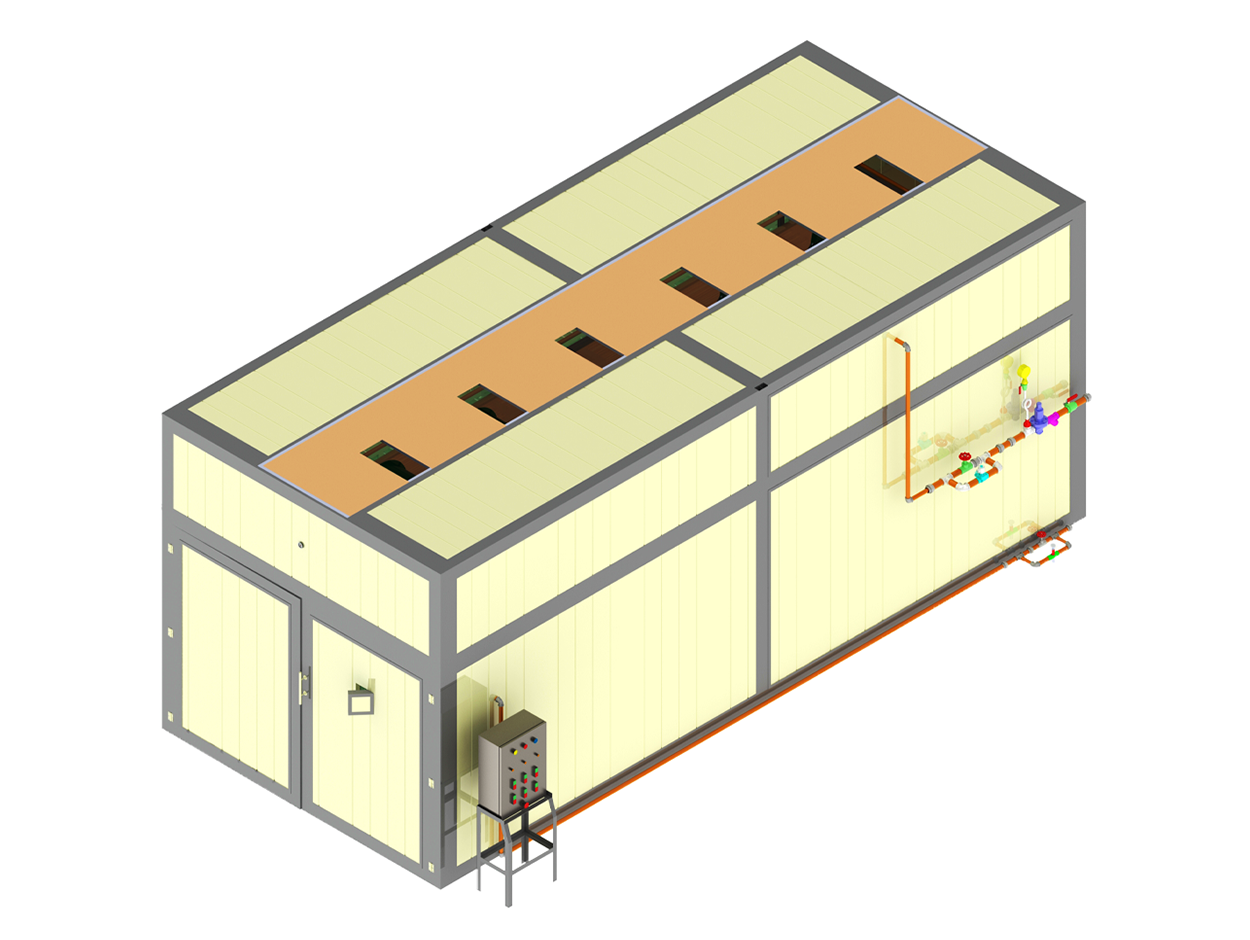
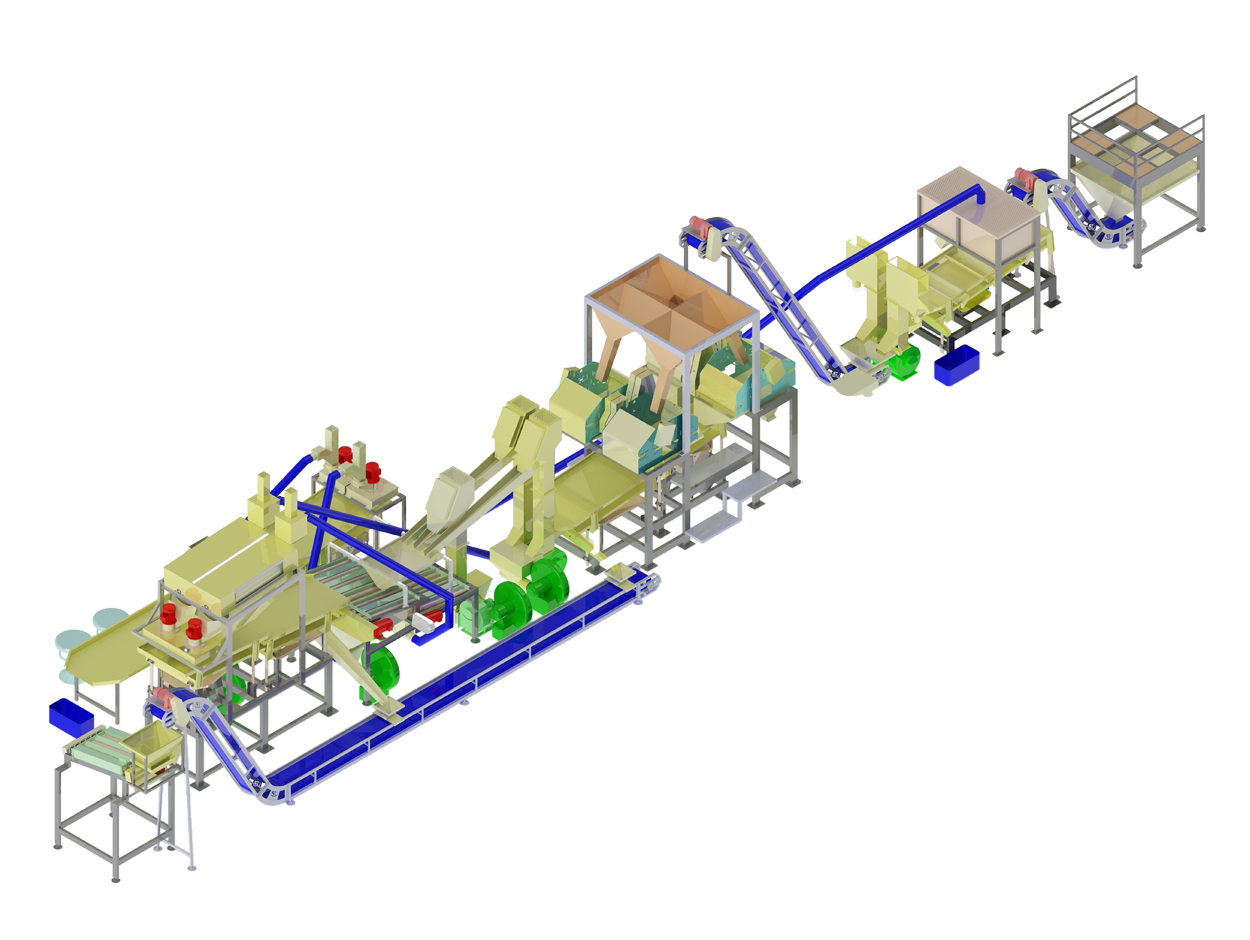
The Humidification Room from CMV is a cutting-edge facility designed to create optimal humidity levels for the storage and processing of cashew nuts. This machine maintains a controlled environment that prevents moisture loss and preserves the quality of the nuts, ensuring they remain fresh and flavorful. With advanced humidity control technology and user-friendly controls, the Humidification Room is ideal for enhancing the overall quality of cashew products and extending their shelf life, making it an essential component for any cashew processing operation.
HUMIDIFICATION ROOM
Temperature










Specifications
- System control Temperature & Humidify auto
- Enhancing cashew kernel quality and processing efficiency.
| Capacity | 4000kg/batch |
| Material | Panel UPS, GI |
| dimension | 9 x 7 x 3m |
You may be interested